Schweißen, Laserschneiden, Biegen und Rollbiegen sind vielleicht die wichtigsten Bearbeitungsarten von Metallrohren. In einem früheren Artikel haben wir die Frage der Beziehung zwischen Biegen und Schweißen von Stahlrohren behandelt, vor allem hinsichtlich der Risiken und Kosten des Schweißens. Die Hauptprobleme beim Rohrschweißen sind verbunden mit der Tatsache, dass das Schweißen die mechanischen Eigenschaften des Metalls verändert. Darüber hinaus ist die Ästhetik eines gebogenen Rohres entschieden besser als die eines geschweißten Rohres.


Dennoch ist es nicht immer möglich, den Schweißvorgang durch Biegen zu ersetzen. In vielen Fällen umfassen die Bearbeitungen von Rohren sowohl das Biegen als auch das Schweißen, vor allem im Fall von komplexeren Projekten, bei denen es mehrere Rohrelemente gibt, wie z. B. in Führerhäusern oder bei Gebäudestrukturen.
Schweißen von Metallrohren
Folgende Metallrohre können geschweißt werden:
- Stahlrohre
- Edelstahlrohre
- Aluminiumrohre
- Messingrohre
Während das Schweißen von Stahl- und Edelstahlrohren üblicher und alles in allem leichter zu realisieren ist, ist das Schweißen von Aluminiumrohren viel schwieriger. Aufgrund der Eigenschaften des Materials, das eine erhöhte Wärmeleitfähigkeit und eine niedrige Schmelztemperatur aufweist, müssen die Bedienpersonen, die das Schweißen durchführen, besonders aufmerksam sein und genaue Verfahren einhalten. Es besteht das Risiko einer Verformung, sodass die ganze Verarbeitung, das Rohr und folglich auch das Endprodukt unbrauchbar sind.




Anwendungsbereiche für gebogene und durch Schweißen vervollständigte Produkte
Schweißen ist eine Rohrbearbeitung, die zahlreiche Industriebereiche interessiert. Darunter im Besonderen die Landwirtschaft (man denke an landwirtschaftliche Maschinen), die Automobilindustrie, die Beleuchtungsindustrie, die Fitnessgeräte-Industrie, die Tierzucht, die städtische Freiraumgestaltung und Inneneinrichtung, die Anlagentechnik und natürlich das Zimmerhandwerk.
Schweißausführungen
Die Metallrohre werden mit zwei verschiedenen Verfahren geschweißt:
- WIG-Schweißen
- MIG/MAG-Schweißen
In beiden Fällen werden Schutzgase verwendet, welche die Isolation der Schmelze von der Atmosphäre erlauben, was eine bessere Sauberkeit der Verbindungsstelle und gleichzeitig eine größere Schweißtiefe garantiert.
WIG-Schweißen
Beim WIG-Schweißen handelt es sich um ein Verfahren des Lichtbogenschweißens, das für alle Metallrohre verwendet werden kann. Es ist gekennzeichnet durch einen Brenner, in den eine Wolframelektrode eingesetzt wird, die, vom Gas (Ar – Argon – oder He – Helium) geschützt, die zu schweißenden Teile schmilzt. Das WIG-Schweißen wird wiederum in Schweißen mit oder ohne Zusatzwerkstoff unterteilt. Der Unterschied liegt darin, dass im ersten Fall während des Schmelzens Material zugeführt wird. Das dient der Erhöhung der Festigkeit beim Schweißen. Dieses Verfahren wird normalerweise für die Verbindung von Metallen geringerer Dichten verwendet (von 2 bis 5 mm).
Diese Art von WIG-Schweißen der Metallrohre verlangt eine große Genauigkeit der Bedienperson, die vermeiden muss, dass sich Splitter seitens der Elektrode bilden, welche die Verbindung beschädigen oder schwächen können.



MIG/MAG-Schweißen
Das MIG/MAG-Schweißen – der Unterschied zwischen MIG und MAG besteht im verwendeten Schutzgas – ist ein Gleichstrom-Lichtbogenschweißverfahren, das eine erhöhte Produktivität garantiert und erlaubt, ohne Abfälle zu arbeiten.
Zu den Vorteilen zählen die Möglichkeit, größere Tiefen zu erhalten, was gleichbedeutend mit einer geringen Anzahl von „Lagen“ ist, um die Verbindung zu füllen, und auch die Tatsache, dass es für die Bedienperson leicht ist, den Bogen während des Schweißvorgangs direkt im Auge zu behalten.
Dieses Verfahren ist schneller als das WIG-Schweißen und in seiner Verwendung sehr flexibel, da es auch die Möglichkeit des Schweißens von sehr dünnen Rohrelementen umfasst.
Die größten Probleme beim MIG/MAG-Schweißen von Rohren stellen vor allem die Kosten der Schweißmaschine dar, die höher als diejenigen einer WIG-Schweißmaschine sind. Es ist außerdem auch möglich, dass sich aufgrund der schlechten Säuberung der zu schweißenden Metallkanten und der Existenz von schadstoffhaltigen Elementen Warmrisse bilden.
Sehr wichtig ist die Einstellung der Wärmezufuhr. Ist sie zu hoch, kann das zu einer übermäßigen Tiefe führen. Ist sie dagegen zu gering, verschmelzen die zwei zu schweißenden Metallteile nicht.

Vorschriften und Normen für das Schweißen
Folgende Vorschriften werden für die internen Schweißprozesse von Tecnocurve verwendet:
- ISO 3834 – Qualitätsanforderungen für das Schmelzschweißen von metallischen Werkstoffen
- EN 1090 – Ausführung von Stahltragwerken und Aluminiumtragwerken
Die Schweißabteilung von Tecnocurve
Alle Schweißer von Tecnocurve wurden von EsseBi Welding, einer Gesellschaft, die sich auf den Schweißsektor spezialisiert hat, zertifiziert.
Sie haben außerdem eine spezifische Qualifikation für die WPS- und WPQR-Schweißverfahren erworben.
WPS ist die Gesamtheit der Informationen hinsichtlich der verwendeten Werkstoffe, dem Schutzgas, der Schweißtechnik, sowie der technischen Parameter wie Position und Vorwärmung.
WPQR ist das Protokoll, das die Ergebnisse der Schweißtests enthält. Es qualifiziert das Unternehmen und/oder die Bedienperson zur Durchführung von Schweißnähten gemäß den in der Norm festgelegten Bedingungen und Parametern.
Die Rohrbiegerei Tecnocurve verfügt über fünf Schweißstationen, die auf einer Fläche von ungefähr 400 m2 verteilt sind. Diese Anordnung erlaubt es unseren spezialisierten Schweißern, dank der üblichen individuellen Schutzvorrichtungen, der selbstverdunkelnden Schweißerschutzschilde und einer modernen Absauganlage mit niedrigem Verbrauch absolut sicher zu arbeiten.
Diese Stationen erlauben es, sowohl WIG-Schweißungen, als auch MIG/MAG-Schweißungen durchzuführen.
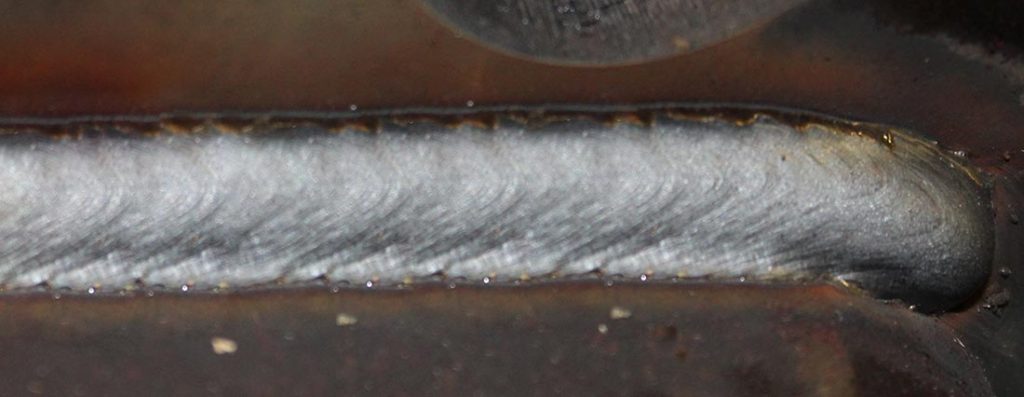
Die Qualität unseres geschweißten Rohres
Die Schweißabteilung und die Abteilung der Qualitätskontrolle von Tecnocurve sind unterschiedliche, aber miteinander verbundene Produktionsbereiche. Das erlaubt die sofortige Durchführung der Qualitätskontrolle von geschweißten Rohren.
Der Schweißprozess beginnt in Wirklichkeit bereits in der technischen Abteilung. Hier analysieren wir die Zeichnungen und definieren die Produktionsblätter, die möglichst viele Informationen über den Schweißprozess enthalten.
Eine Verwaltungssoftware erlaubt uns die Überwachung der Zeitpläne und des qualitativen Ergebnisses jeder Phase des Schweißprozesses eines Rohres, wobei jedem Prozess ein Bearbeitungscode zugewiesen wird.
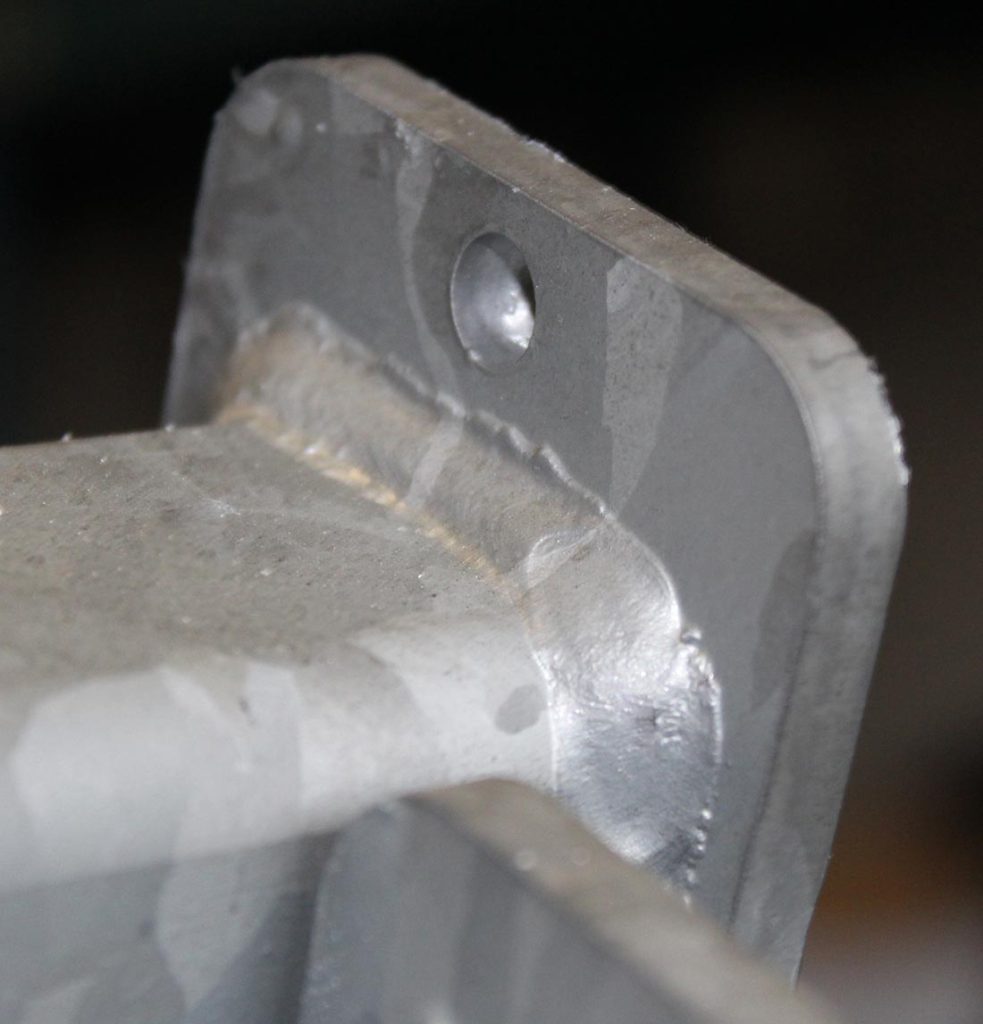
Wir führen außerdem Tests mit eindringenden Flüssigkeiten durch, um die Schweißqualität des Rohres zu prüfen und das Vorhandensein von Rissen zu vermeiden. Diese Tests werden für jene Metallrohre und -profile durchgeführt, deren Endverwendung ein hohes Maß an Widerstand der Schweißungen verlangt. Ein typisches Beispiel sind Druckanlagen.
Am Ende fertigen wir eine Qualitätsbescheinigung der Schweißung an. Die Bescheinigung gibt das Ergebnis der Dichtheitsprüfungen mit eindringenden Flüssigkeiten und die von uns durchgeführten Kontrollmessungen wieder. Das erlaubt dem Kunden, die Übereinstimmung des geschweißten Rohres mit seiner Bestellung zu überprüfen.
Jedes Detail wird bereits in der Phase der Probenahme nach einem ausgearbeiteten Verfahren geschweißt. So wird garantiert, dass es in den verschiedenen Fertigungslosen keine Unterschiede gibt.
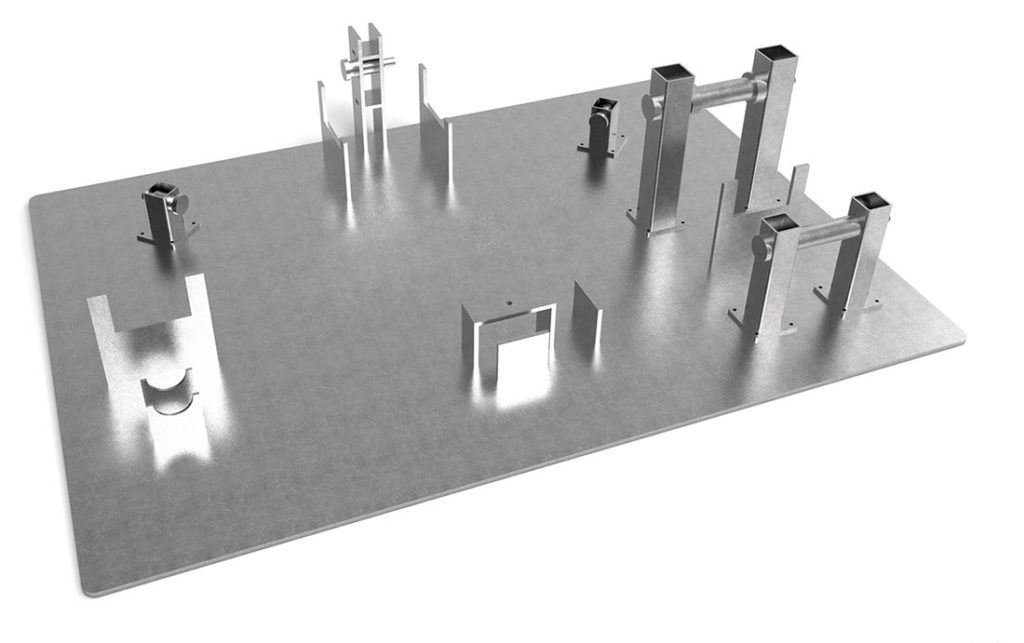
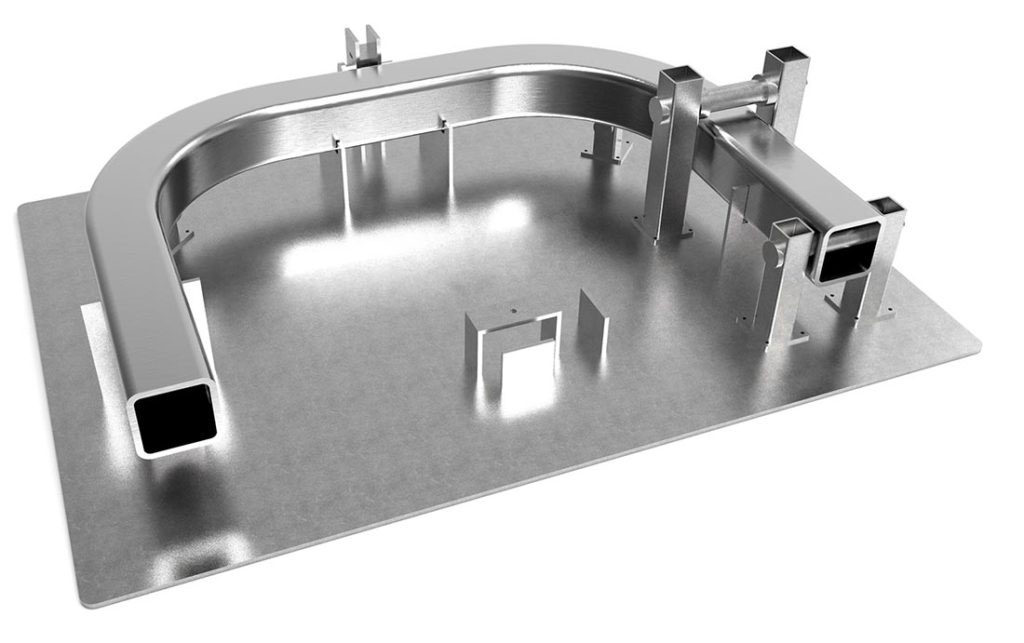
Spezielle Blechschablonen erlauben ein genaueres schweißen des Rohres
Um die größtmögliche Genauigkeit der geschweißten Rohrelemente zu garantieren, entwirft Tecnocurve Blechschablonen. Dadurch wird sichergestellt, dass alle Baugruppen an der richtigen Stelle geschweißt werden. Die Funktionsweise dieser Spezialmaschinen ist in den Abbildungen unten dargestellt.

Haben Sie Fragen hinsichtlich des Rohrschweißens?
Die Experten von Tecnocurve antworten