Der mittlere Biegeradius des Rohres ist ein grundlegendes Element in der Machbarkeitsstudie zum Biegen von Rohren, Röhren und Metallprofilen. Der mittlere Biegeradius entspricht der Mittelachse des Rohres, d. h. einer imaginären Linie, die durch die Mitte des Rohres verläuft und auch neutrale Faser genannt wird.
In diesem Artikel erfahren wir mehr über die Studien und Formeln zur Bestimmung der Durchführbarkeit des Rohrbiegens. Diese basieren auf den Werten von Biegeradius, Rohrdicke und K-Faktor.
Durchführbarkeit-formeln für die rohrbiegung
Wenn wir ein Rohr mit der Technik der Kaltverformung biegen müssen, müssen wir zunächst prüfen, ob die Rohrbiegung durchführbar ist. Um die Durchführbarkeit des Biegeverfahrens zu bestimmen, gibt es theoretische Formeln, deren Ergebnis der K*-Faktor ist.
Die wesentlichen Elemente zur Überprüfung der Machbarkeit des Rohrbiegens sind miteinander verbunden und lauten wie folgt:
- Durchschnittlicher Biegeradius
- Rohrdurchmesser
- Dicke des Rohres
Wo können Sie all diese Informationen finden? In einem sehr wichtigen Dokument: der technischen Zeichnung.
*Der K-Faktor wird auch verwendet, um die Durchführbarkeit des Rohrwalzens zu bestimmen.
Die bedeutung des K-Faktors
Der K-Koeffizient wird auf der Grundlage von Wertebereichen betrachtet und dient der Feststellung:
- Der Durchführbarkeit der Rohrbiegung (ob es möglich ist, ein rundes, quadratisches oder rechteckiges Rohr zu biegen)
- des Schwierigkeitsgrads des Rohrbiegens
Machbarkeit der Biegung des Rundrohrs aus Stahl

Um die Durchführbarkeit des Biegens von Rundstahlrohren zu überprüfen, wird das Verhältnis zwischen dem durchschnittlichen Biegeradius, dem Durchmesser und der Dicke des betreffenden Rohres betrachtet.
Die Formel lautet wie folgt:
- Rm = mittlerer Biegeradius
- S = Wandstärke
- Ø = Außendurchmesser
Das Ergebnis dieser Formel ist der Wert des K-Faktors.
Der Schwierigkeitsgrad des Rohrbiegens ist umgekehrt proportional zu seinem Wert: er steigt bei niedrigem K-Faktor an, während er bei hohem K-Faktor sinkt.
- K > 0,30 – das Biegen des Rohres ist „einfacher“ und es besteht keine Notwendigkeit spezielle Stützvorrichtungen zu verwenden, die „ad hoc“ hergestellt werden müssen.
- 0,3 > K > 0,1 – Der Biegeprozess ist von normaler Schwierigkeit: es genügt, nur einen inneren und festen Biegedorn zu verwenden.
- 0,1 > K > 0,08 – Zum Biegen des Rohres ist ein fester Biegedorn mit einem Faltenglätter – einem speziellen Biegewerkzeug zur Beschränkung der Rohrverformung – erforderlich.
- Se 0,08 > K > 0,05 – Die Rohrbiegung ist nur unter Verwendung eines beweglichen, innenliegenden Biegedorns mit einem Faltenglätter möglich..
- Se K < 0,05 – Das Rohr kann unter normalen Bedingungen nicht gebogen werden. In diesem Fall müssen Tests durchgeführt werden, um zu beurteilen, ob der K-Wert gesenkt werden kann und spezielle Biegevorrichtungen konstruiert werden müssen.
Um die Durchführbarkeit des Biegens von Rundstahlrohren zu überprüfen, wird das Verhältnis zwischen dem durchschnittlichen Biegeradius, dem Durchmesser und der Wanddicke des betreffenden Rohres betrachtet.



Machbarkeit der Biegung von quadratischen oder rechteckigen Stahlrohren


Die Formel zur Berechnung der Durchführbarkeit des Biegens von quadratischen oder rechteckigen Stahlrohren unterscheidet sich leicht von der für runde Rohre.
Die Formel lautet wie folgt:
- Rm = Mittlerer Biegeradius
- S = Wandstärke
- b = 1. Seite des Rohres (quadratisch/rechteckig)
- h = 2. Seite des Rohres (quadratisch/rechteckig)
- K > 0,2 – Zum Biegen des Rohres ist ein fester Dorn ausreichend.
- 0,2 > K > 0,15 – Zum Biegen des Rohres ist ein beweglicher Dorn erforderlich.
- 0,15 > K > 0,1 – Zum Biegen des Rohres erfordert den Einsatz eines festen Biegedornes mit einem Gleitstück.
- K < 0,1 – Die Rohbiegung ist theoretisch nicht machbar. Es müssen Tests durchgeführt werden, um den Schwierigkeitsgrad zu senken.
Die Berechnung des K-Wertes beim Rohrbiegen aus Edelstahl und Aluminium
Die Formeln, die wir oben gesehen haben, werden für die Bestimmung der Durchführbarkeit des Biegens von Edelstahlrohren verwendet.
Beim Biegen von Rohren aus Aluminium und Edelstahl, die unterschiedliche Eigenschaften haben, ist der K-Wert niedriger:
- Edelstahl AISI 304 -> K um ca. 20% reduzieren
- Edelstahl AISI 316 -> K um ca. 25% reduzieren
- Aluminium 6060 -> K um ca. 35% reduzieren
Wie sich aus dem obigen Beispiel leicht ableiten lässt, ist das Biegen eines Rohrs aus rostfreiem Stahl AISI 316 schwieriger als das eines Rohrs aus legiertem Stahl AISI 304, da es weniger stauchbar ist als letzteres.
Dies bedeutet, dass das gebogene Edelstahlrohr oft „Falten“ an der Innenseite des Bogens aufweist. Der K-Faktor von rostfreiem Stahl (AISI 316) ist in der Tat kleiner als der von AISI 304-Stahl. Die Biegung des Aluminiumrohrs ist noch komplexer, da es eine geringe Dehnbarkeit aufweist. Aus diesem Grund wird der K-Faktor um etwa 35% reduziert.
Metallprofile: wie berechnet man die Machbarkeit des Profilbiegens?

Metallprofile haben keine Standardform. Aus diesem Grund gibt es keine genaue Formel zur Berechnung des idealen mittleren Biegeradius auf der Grundlage des K-Faktors. Um den idealen mittleren Biegeradius eines Profils aus Stahl oder Edelstahl mit einer bestimmten geometrischen Form im Voraus zu bestimmen, ist viel Erfahrung beim Rohrbiegen und Rollbiegen erforderlich!
Dehnung von Metallrohren: was ist sie und warum ist sie wichtig
Um die Gesamtlänge des gebogenen Rohres, einschließlich der geraden Teile, zu kennen, muss die Längenänderung des Rohrbogens genau berechnet werden.
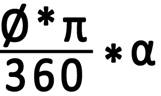
Die Formel zur Berechnung der Länge einer Biegung lautet wie folgt:
- Ø = Außendurchmesser
- π = Kreiszahl
- α = Biegeradius
Beim Biegen wird das Rohr gedehnt. Diese Dehnung kann die folgenden Konsequenzen haben:
- einen Rohrbruch
- mangelnde Präzision beim Rohrbiegen
Um die genaue Länge des Bogens zu berechnen, muss das Ergebnis der obigen Formel daher durch einen anderen Koeffizienten – den so genannten Dehnungskoeffizienten – geteilt werden. Sein Wert variiert je nach Durchmesser des Rohres, seiner Dicke, dem durchschnittlichen Biegeradius und der Metalllegierung.
Um die genaue Länge des Bogens zu berechnen, muss das Ergebnis der obigen Formel daher durch einen anderen Koeffizienten – den so genannten Dehnungskoeffizienten – geteilt werden. Sein Wert variiert je nach Durchmesser und Dicke des Rohres sowie dem durchschnittlichen Biegeradius und der Metalllegierung.
Zum Beispiel wird ein Stahlrohr Ø30×2 mm bei gleichem Radius einen anderen Koeffizienten haben, als ein Aluminiumrohr Ø30×2 mm.
Wichtig ist auch der Wert der Länge der Rohrbiegung, um den genauen Punkt, an dem der Laserschnitt durchgeführt werden soll und die Länge des Schnitts zu bestimmen. Eine falsche Bewertung der Position des Laserschneidens bedeutet, dass das gebogene Rohr länger (oder kürzer) sein wird, als es sein sollte. Wenn das Rohr länger wird und nicht beschnitten werden kann, hat die falsche Bewertung des Laserschnitts den gesamten Vorgang der Rohrverarbeitung irreparabel beeinträchtigt.

Mehr dazu:
Der Metalguss
Wenn ein Metallrohr durch verschiedene Schmelzgussstücke hergestellt wurde, ist die Berechnung des Dehnungskoeffizienten des Rohres viel schwieriger: dies kann beim Biegen des Rohres Probleme verursachen. Dieses Problem tritt vor allem dann auf, wenn das Metallrohr direkt vom Kunden geliefert wird, der oft nicht über die nötige Erfahrung verfügt, um die Qualität der Metalllegierung des Rohres zu überprüfen.
Um eine gute Qualität bei der Rohrverarbeitung und eine höhere Geschwindigkeit des Produktionsprozesses zu gewährleisten, ist es notwendig, dass das Metallrohr aus einem einzigen Gussstück hergestellt wurde. Deshalb achten wir immer darauf, dass die Rohre aus einem einzigen Guss gefertigt werden.
Fazit
Der K-Faktor ist entscheidend für die Bestimmung der Durchführbarkeit des Biegevorgangs. Um den Wert zu berechnen, ist es notwendig, den Biegeradius des Rohres zu kennen.
Wir dürfen jedoch nicht vergessen, dass dies immer noch ein theoretischer Wert ist. Bei der Kaltverformung des Rohres gibt es in der Tat viele andere Variablen, die den Erfolg des Rohbiegens bestimmen können.
Die 3D-Software moderner CNC-Rohrbiegemaschinen ist ein wesentliches Hilfsmittel, um den Erfolg der Rohrbearbeitung. Ebenso wie die Erfahrung und Kompetenz der Mitarbeiter in der Werkstatt und der technischen Abteilung der Rohrbiegerei Tecnocurve.
WICHTIGER HINWEIS: Die angegebenen Formeln sind eine Vereinfachung eines viel komplexeren Berechnungssystems. Unser Ziel war es, dem Leser einen groben Anhaltspunkt für die Berechnung der Machbarkeit des Biegens eines Rohres zu geben. Für genauere Informationen zur Berechnung der Machbarkeit des Biegens eines Rohres oder eines Metallprofils wenden Sie sich bitte direkt an unsere technische Abteilung.